

想要了解钢材品质服务产品的魅力?视频为你揭晓答案!
以下是:黔东南黄平钢材品质服务的图文介绍


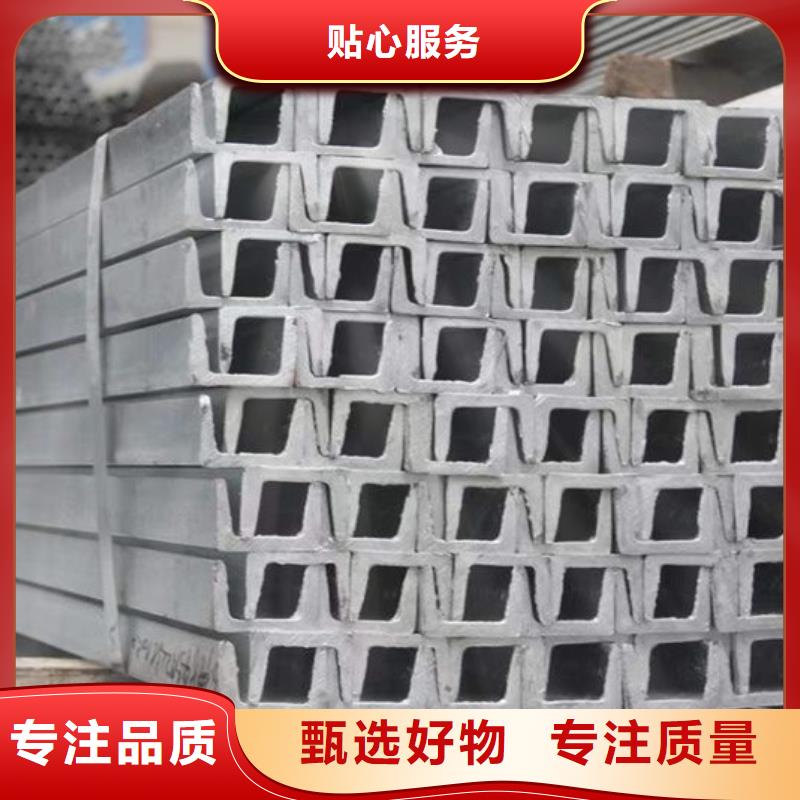
黔东南黄平螺旋钢管货场a. 成型过程中,钢板变形均匀,残余应力小,表面不产生划伤。加工的螺旋钢材在直径和壁厚的尺寸规格范围上有更大的灵活性,尤其在生产高钢级厚壁管,特别是中小口径厚壁管方面具有其他工艺无法比拟的优势, 可满足用户在黔东南黄平螺旋钢管规格方面更多的要求。b. 采用先进的双面埋弧焊的工艺,可在位置实现焊接,不易出现错边、焊偏和未焊透等缺陷,容易控制焊接质量。c. 对钢管进行的质量检查,使钢管钢材生产的全过程均在有效的检测、监控之下,有效地保证了产品质量。d. 整条生产线的全部设备具备与计算机数据采集系统联网的功能,实现数据即时传输,由中央控制室对生产过程中的技术参数。



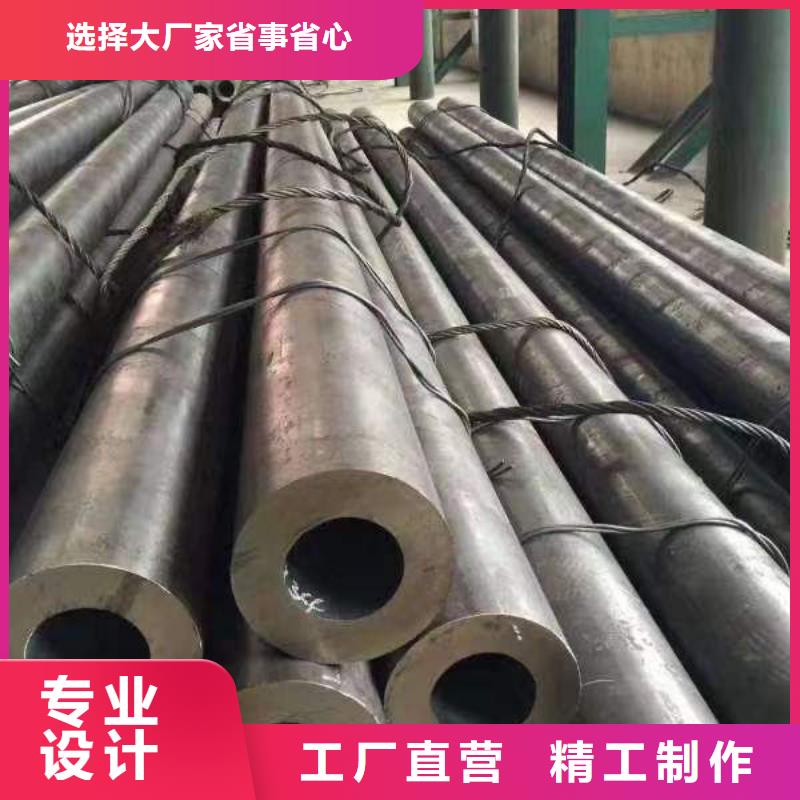
黔东南黄平无缝钢管发展历史德国人曼尼斯曼兄弟于1885年首先发明二辊斜轧穿孔机,1891年又发明周期轧管机,1903年瑞士人施蒂费尔(R.C.Stiefel)发明自动轧管机(也称顶头式轧管机),以后又出现了连续式轧管机和顶管机等各种延伸机,开始形成近代黔东南黄平无缝钢管工业。20世纪30年代由于采用了三辊轧管机、挤压机、周期式冷轧管机,改善了钢管的品种质量。60年代由于连轧管机的改进,三辊穿孔机的出现,特别是应用张力减径机和连铸坯的成功,提高了生产效率,增强了无缝管与焊管竞争的能力。70年代无缝管与焊管正并驾齐驱,世界钢材产量以每年 5%以上的速度递增。中国1953年后重视发展黔东南黄平无缝钢管工业,已初步形成轧制各种大、中、小型管材的生产体系。铜管一般也采用锭坯斜轧穿孔、轧管机轧制、盘管拉伸工艺。


①接受您的咨询,根据您的需求,确定合适的 角钢;
②为您提供 角钢设计、工艺流程设计;
③适合您的 角钢选购方案;
④根据您的特殊需求,设计 角钢产品;




常见的黔东南黄平钢管切割方式有锯切割、等离子切割、液压切割、激光切割。激光切割精度和效率 ,但设备价格也相当贵正常几十万以上,适用于附加值特别高的精度要求极高的黔东南黄平钢管加工;水切割机切割管口能做到无屑无毛刺且不变形,精度一般能达到±0.05mm,价格不高约几万一台,黔东南黄平钢管切割应用相对广泛;等离子切割机价格也不高约几万一台,常用于切割厚壁黔东南黄平钢管钢材(正常可切割35mm壁厚以下结构用钢材,切割厚度理论可达180~200mm),不过切口处容易形成拉口,切口表面质量需要严格控制。对于手工切割和自动切割,一般手工切割使用人工上料,其上料和控制切割效率相对较低,而自动切割需要注意控制黔东南黄平钢管进给的长度(损耗),目前切割在门市多为单支管切割,加工厂正常是整捆切割。

