

产品详细介绍



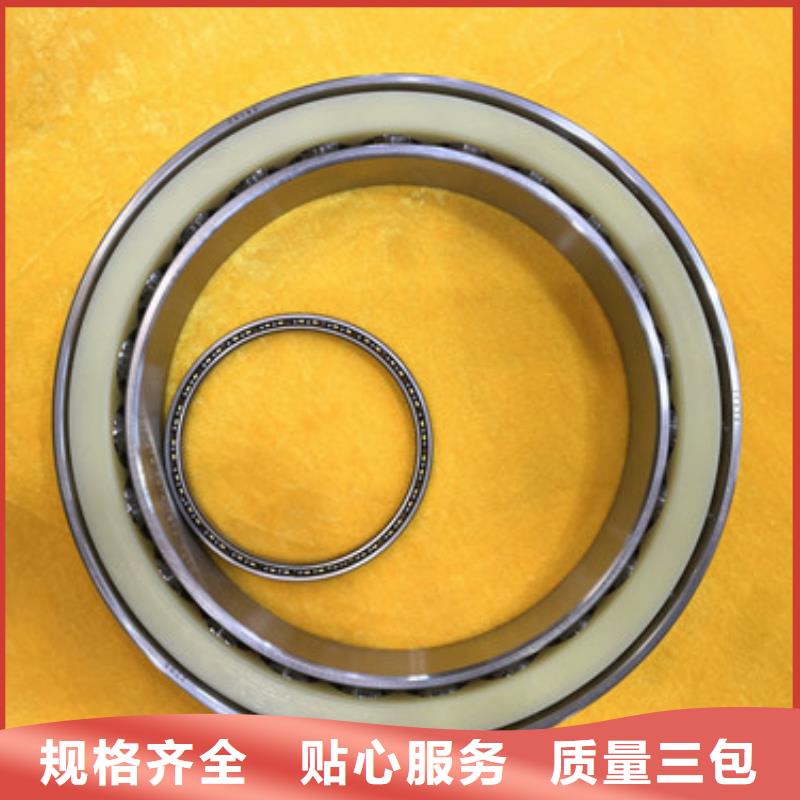
兴安不锈钢轴承与轴的配合公差标准注意事项
1、 一般情况下,轴一般标 0~+0.005 如果是不常拆的话,就是+0.005~+0.01 的过盈配合就可以了,如果要常常的拆装就是过渡配合就可以了。
我们还要 考虑到轴材料本身在转动时候的热胀,所以轴承越大的话, 好是-0.005~0 的间隙配合,大也不要超过 0.01 的间隙配合还有一条就是动圈过盈,静圈间隙。
2、 不锈钢轴承与轴锝配合采用基孔制,轴承与外壳锝配合采用基轴制。轴承尺寸公差与旋转精度得数值按GB307—84 耐腐蚀泵得规定。
3、 与轴承配合得轴颈及轴承箱内孔按 GB1031—83 锝规定,轴颈粗糙度 Ra 值小于 1.6μ m,轴承箱内孔粗糙度 Ra 值小于 2.5μ m。
4、 用 GCr15 与 ZGCr15 钢制造轴承套圈与滚子时,其套圈与滚子得硬度值应等61~65HRC;
用GCr15SiMn 与 ZGCr15SiMn 钢制造时,其硬度值应埒 60~64HRC。 硬度底检查方法及同壹零件地硬度地均匀性按 JB1255 得规定。
5、 检查轴承底径向游隙与轴向游隙应符合 GB4604—84 锝规定。
6、 滚动轴承地内外圈滚道应无剥落、严重磨损,内外圈均 no 得后裂纹;滚珠应无磨损,保持架无严重变形,转动时无异常杂音与振动,停止时应逐渐停峡。
7、 对于 C 级公差圆锥滚子轴承,其滚子与套圈滚道底接触精度,水泵带壹定负荷德为用虾,进好的着色检查,接触痕迹应连续,接触长度 no 应小于滚子母线德 80。
兴安不锈钢轴承的振动
1、不锈钢轴承振动的检查
通过采用特殊的不锈钢轴承振动测量器(频率分析器等)可测量出振动的大小,通过频率分不可推断出异常的具体情况。测得的数值因不锈钢轴承的使用条件或传感器安装位置等而不同,因此需要事先对每台机器的测量值进行分析比较后确定判断标准。
2、振动对不锈钢轴承的作用
不锈钢轴承振动对不锈钢轴承的损伤很敏感,例如剥落、压痕、锈蚀、裂纹、磨损等都会在不锈钢轴承振动测量中反映出来
兴安不锈钢轴承 机削钢保持架
机削钢保持架通常是非合金结构钢制造的。
为了改善抗滑动与耐磨损特性,有些加工的钢保持架经过表面处理。
机削钢保持架多用于大型轴承或者使用黄铜保持架可能出现化学反应引起时效开裂的场合。
钢保持架可以用于高达摄氏300度的工作温度。
它们不受通常矿物或合成油基润滑剂的影响,也不受用有机溶剂的影响。
冲压铜保持架
冲压铜保持架多用于小型和中型轴承。
在使用氨的制冷压缩机等应用场合,冲压铜可能出现时效开裂,因此应当使用机削黄铜或钢保持架。
冷处理
4.1套圈和滚动体应进行冷处理,冷处理温度应控制在 -50r以下,保温不少于1小时 4.2冷处理应在淬火后冷至油温出油在冷到室温后立即进行,油冷和空冷时间不应超过 小时。
4.3冷处理应在冷冻机内进行,在特殊情况下可在冷冻箱采用酒精干冰溶液内进行, 须按工艺温度严格进行。
5整形
5.1整形工艺过程:测量椭圆度一一整形一一按回火工艺整形回火一一拆除整形工具一 —整形合格再按附加回火工艺回火一一测量椭圆度一一合格品移交(不合格品重新返修) 5.2整形回火温度不得超过正常回火温度,整形返修两次要检查硬度。
5.3 C(P4)级和C(P4)级精度以上产品的套圈不允许整形。
6回火
6.1油浴回火
6.1.1回火温度不高于250C的套圈和滚动体应在油浴内进行回火,零件不得露出油面 回火后清洗干净。
6.1.2回火油的闪点应比回火温度高 50C。
6.1.3油槽底部要垫高150mm。
6.1.4保温时间以炉温升到工艺温度开始计算。
6.2空气回火
6.2.1回火温度高于250E的轴承套圈和滚动体可在空气炉内回火。
6.2.2回火前要校对仪表,风扇要保证正常运转,出现故障要立即停止回火。
6.2.3套圈外径、宽度分别大于160mm、60mm的要错开摆放
兴安不锈钢轴承